
مقدمه
قطعات معمولا به علت خطاهای موجود در فرآیند تولید، دارای مقداری نابالانسی هستند. شما هیچگاه نمیتوانید یک قطعه را کاملاً به اندازهی نامی تراشکاری کنید. فقط میتوانید دقیقتر آن را بتراشید. برای مثال اگر یک شفت را روی دستگاه تراش رو تراشی کنید و لازم باشد که قطعه را باز کنید و سمت دیگر قطعه را درون سه نظام قرار دهید، مطمئن باشید خط مرکزی شفت نسبت به مرکزیت اولیه را تغییر دادهاید و دو سمت شفت دچار ناهممرکزی خواهد شد و شما با اندازهگیری دقیق یا راهکارهای دیگر فقط میتوانید مقدار ناهمراستایی را تا حد مجاز کاهش دهید. از طرفی خطاهای خود دستگاه تراش و اندازهگیری نیز روی نتیجهی نهایی تاثیرگذار هستند. این برای مثال ناهمراستایی باعث عدم تعادل وزنی در دور تا دور شفت میشود و در هنگام چرخش شفت لنگ میشود. هر چه سرعت چرخش بیشتر شود نیروی حاصل از لنگی بیشتر میشود و به یاتاقانهای نگهدارندهی ی شفت ضربه میزند.

همچنین بخوانید:
تعاریف
جرم نابالانسی (U) بر اساس تعریف عبارت است از حاصل ضرب جرم (M یا m) در خارج از مرکزی (e یا r)
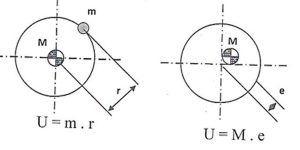
علاوه بر تراشکاری، خلل و فرجهای ایجاد شده در هنگام ریختهگری، نصبهای غیرمتقارن، سوراخکاریهای غیرمتقارن و … همگی سبب ایجاد یکی از دو نوع نابالانسی نشان داده شده میباشد.
علاوه بر تلرانسهای تولید، مشکلاتی که در فرآیند کاری ماشینها وجود دارد نیز میتواند سبب ایجاد نابالانسی شود. سایشهای غیریکنواخت، جرمگیریهای غیریکنواخت، شوکهای حرارتی و مکانیکی، تغییر شکلهای ناشی از آزاد شدن تنشهای درونی، خزش و … همگی سبب تغییر نابالانسی پس از مدتی کار کردن روتور میباشد.
میزان نیرویی که به وسیله عدم تعادل به وجود میآید بستگی به سرعت دوران و میزان عدم تعادل دارد.
قطعهای که در شکل زیر نشان داده شده دارای عدم تعادلی است که به وسیله نقطه سنگین W (Heavy Spot) در فاصلهی R از مرکز قرار دارد.
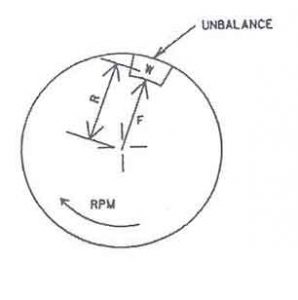
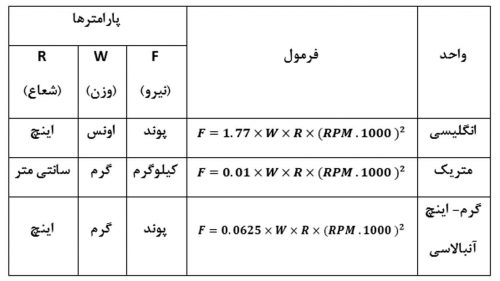
با داشتن میزان وزن عدم تعادل، شعاع و دور ماشین میتوان با به کار بردن عبارات جدول زیر میزان نیرویی که وضعیت عدم تعادل ایجاد میکند را محاسبه کرد.
چراییِ انجام بالانس
بسیار مهم است که توجه کنید که نیروی عدم تعادل با مربع یا توان دو، دور ماشین (RPM) متناسب است، برای مثال دو برابر کردن دور سبب چهار برابر شدن نیرو میشود. برای درک درست نیروهای عدم تعادل، یک وزنه ۳ اونسی را که در فاصلهی ۳۰ اینچی از مرکز یک روتور با دور 3600 RPM قرار دارد را در نظر بگیرید. نیروی ناشی از عدم تعادل ۲۰۰۰ پوند خواهد بود. اگر دور را دو برابر کنید نیروی عدم تعادل به بیش از ۸۰۰۰ پوند افزایش مییابد. بنابراین یک میزان جزیی عدم تعادل میتواند نیروهای عظیمی را که غالبا به طور کامل مخرب هستند ایجاد کند.



دلیل مهم دیگر برای بالانس کردن یک ماشین آن است که ارتعاشات ناخواسته میتواند کیفیت محصول را تضعیف کنند بهویژه در مورد ماشینهای ابزار. یک عدم تعادل جزیی در یک Grinder دقیق، برای مثال، میتواند سبب موجی شکل شدن قطعه کار و یا ایجاد مارکهای لرزشی در آن بشود. به علاوه، مطالعات نشان میدهد که حتی میزان کم ارتعاشات ناشی از عدم تعادل، میزان سایش را روی ابزار برش و چرخ های Grinding Wheels افزایش میدهد.
بنابراین در سرعت های بالاتر، بالانس روتور از اهمیت ویژهای برخوردار است. به طور کلی (روتورهای بالای حدود ۳۰۰ تا ۴۰۰ دور بر دقیقه حتما باید بالانس شوند) انجام بالانسهای دقیقتر مستلزم صرف هزینههای بالاتری میباشد و علاوه بر این پایدار بودن آن طی فرآیند نصب و کار روتور یک مسئله مهم است. بنابراین هر روتور را باید فقط تا حد مورد نیاز بالانس نمود تا نیروهای دینامیکی حاصل از نابالانسی در حدی نباشد که سبب آسیب به ماشین و اجزا آن گردد.
به همین دلیل استانداردهایی همچون VDI2056 و ISO1940 مقادیر مجاز نابالانسی را برای انواع روتورها در سرعتهای مختلف تعیین کرده اند. رعایت این استانداردها، کارکرد ایمن و آرام روتورها را تأمین میکند.
نابالانسی (unbalance) یا نامیزانی جرمی، یکی از مهمترین و در عین حال فراگیرترین علتهای ایجاد ارتعاشات بالا در ماشینآلات دوار است که میتواند منجر به کاهش عمر بیرینگها، شفت، کوپلینگ و سایر اجزا ماشین شده و در صورت عدم رفع عیب، آسیب کلی ماشین را در پی داشته باشد.



عوامل ایجاد نابالانسی
در طی فرآیند طراحی و ساخت، عواملی همچون تولرانسهای طراحی:
- تولرانسها و محدودیتهای ساخت (ماشینکاری، جوشکاری و…)
- عدم یکنواختی در قطعات ریختهگری شده (وجود حفرهها، عدم تقارن و…)
و در طی بهرهبرداری، عواملی به مانند:
- خوردگی پروانه
- دفورمه شدن پروانه بر اثر حرارت یا تنشهای مکانیکی
- جرم یا رسوب گرفتن پروانه
- جدا شدن بخش هایی از روتور (بخشهایی از پره با پروانه یا …)
- تغییر در تنظیمات بیرینگها و یا افزایش لقی به واسطه سایش
میتوانند منجر به بروز نابالانسی یا نامیزانی جرمی در قسمت دوار ماشین (پروانه، روتور، پرههای توربین یا کمپرسور و …) شوند.
در بیشتر موارد اطلاعات حاصل از شرایط نابالانسی، خصوصیات زیر را نشان میدهد:
- فرکانس ارتعاشات برابر 1x RPM است
- دامنهی ارتعاشات در جهت رادیال (شعاعی) بیشتر است
- زاویهی فاز پایدار است
- با ۹۰ درجه جابه جایی پیکآپ (سنسور ارتعاشی)، زاویهی فاز هم ۹۰ درجه تغییر میکند.
باید دقت داشت عدم تعادل تنها مسأله ای نیست که ارتعاشات در فرکانس 1xRPM ایجاد میکند. عوامل دیگر از جمله عدم همخطی و خارج از مرکز بودن هم، چنین ارتعاشاتی را سبب میشوند.
مطلب دیگر این که عدم تعادل در روتورهای یک سر معلق، ارتعاشات در جهت محوری هم به اندازه جهات رادیال زیاد است. بنابراین نباید به صرف این که ارتعاشات شعاعی در شرایط نابالانسی بیشتر از ارتعاشات محوری است، وجود عدم تعادل جرمی را در صورت بالا بودن ارتعاشات محوری، منتفی بدانیم.
در حالتی که بیرینگها در یک طرف محور قرار گرفته باشند (Overhung Rotors) ارتعاشات علاوه بر جهات شعاعی در جهت محوری نیز در اثر نامیزانی ایجاد میشود. ارتعاشات در تمام بیرینگها در چنین حالتی اختلاف فاز ندارند.
بعضی مواقع دلایل دیگری غیر از نامیزانی نیز در فرکانس 1xRPM سبب ایجاد ارتعاشات میشوند. در این حالت اگر اختلاف فاز میان ارتعاشات شعاعی (افقی و عمودی) ۹۰ درجه باشد علت ارتعاشات، نامیزانی است. خارج از مرکزی پولیها نیز در فرکانس 1xRPM سبب ایجاد ارتعاشات میشود در این حالت اختلاف فاز بین دو جهت در اثر عکسالعمل نیروهای تسمه ممکن است ۹۰ درجه نشود.
شرایط مورد نیاز برای بالانس کردن
عدم تعادل جرمی یکی از متداولترین عوامل ایجاد ارتعاشات در ماشینآلات است، که به یک حدی روی تمام ماشینآلات دوار وجود دارد. پیش از آن که قطعهای را بتوانیم به کمک یک آنالایزر ارتعاشات بالانس کنیم شرایط خاصی باید وجود داشته باشد:
- ارتعاشات باید ناشی از عدم تعادل باشد
- بایستی قادر باشیم روی روتور کار تصحیح وزن را انجام دهیم وزن (Weight Correction)
بالانس کردن یک روتور (بخش دوار) بدون خارج کردن آن از ماشین مربوطه را بالانس در محل میگویند. بالانس در محل کار، هزینه و وقتگیر بودن عمل باز کردن ماشین و انتقال آن به کارگاه و برعکس و همچنین خطرات بروز صدمات احتمالی ناشی از آن را حذف می کند.
- بایستی بتوانیم میزان ارتعاشات و زاویهی فاز را دقیق اندازه بگیریم.

این به کمک دستگاه بالانس میسر است. همچنین باید قادر باشیم علامت رفرنس روی شافت را ببینیم.
روی ماشینآلاتی مانند موتورها، پمپها و کمپرسورهایی که کاملا پوشیده هستند و کار تصحیح وزنه در محل میسر نیست، روتور بایستی برای بالانس شدن از محل خارج و به کارگاه مجهز به ماشین بالانس منتقل گردد. بالانس کردن چه در محل کار و چه روی ماشین بالانس یک فرآیند مشخصی داشته و چند قاعده ساده را در بر میگیرد. اگرچه، پیش از آن که بالانس کردن را توضیح دهیم، باید گونههای مختلف عدم تعادل را بشناسیم که از کجا ناشی میشود و برای رفع آن چه باید کرد.
در ادامه بخوانید:









